Updated news – External accreditation
Under the contract responsible welding coordinator (RWC) support provided to an aircraft component maintenance, repair and overhaul (MRO) company, the development of welding quality management system in accordance with ISO 3834 and ISO 14731 was included as an essential task to ensure the success implementation of welding quality management. system.
The quality management system developed under this support was recently audited been by a third party auditor during a MRO compliance audit. The third party auditor commented that the quality management system was well developed, comprehensive and complied with the MRO audit requirements. As such, the methodology applied in this development work, the welding tracking and quality control philosophy were also proven accepted by the aviation MRO industry.
The CWI welding engineer applied the knowledge and experience in welding and quality fields to support the client. The client has benefited not only from the welding knowledge and experience of the welding engineer as required for RWC support but also benefited from the welding quality expertise gained by the welding engineer.
The multi-disciplinary skills, experience and knowledge of CWI Services engineers bring extra benefits to clients.
Case study background
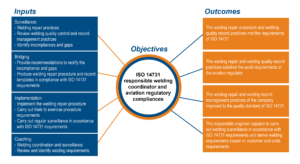
An aircraft component repair company in Malaysia was required to improve their welding repair activities by complying with the responsible welding coordinator (RWC) requirements of ISO 14731 as instructed by an aviation regulator. In accordance with the RWC qualification requirements of ISO 14731, the responsible welding coordinator shall be qualified based on the education, examination and qualification requirements of International Institute of Welding (IIW). Due to unavailable of qualified personnel at the aircraft component repair company, Chen Welding Integrity (CWI) Services was engaged by the company to provide contract RWC service for one year.
In order to ensure the compliance of welding coordinator qualification requirements specified by ISO 14731, CWI Services provided a Certified International Welding Engineer (CertIWE) experienced with welding quality audit and familiar with ISO 14731 requirements for this project.
The details of the case study can be viewed from the link as follows: Case Study: 004 Contract Responsible Welding Coordinator Service
Chen Welding Integrity (CWI) Services was the consultant for the development of the penstock fabrication quality management system for the EPC contractor (AG Investment) of the Divune Hydropower Project (DHPP). The quality management system was developed to manage the quality of the entire fabrication and installation process of the 2km steel penstock to convey 90m head pressure.
The quality management system was developed to include the elements of quality control of fabrication processes and traceability control.
The details of the case study can be viewed from the link as follows: Case Study 003: Penstock Fabrication Quality Management System

MHE-Demag Malaysia (MDM) has recently completed two units of 40m long overhead cranes for a power plant in Thailand. The 40m long overhead cranes were the longest and widest overhead cranes manufactured by MDM. See Figure 1 for the girder of the 40m overhead cranes.
In order to comply with the requirements of structural welding code (AWS D1.1) and crane welding code (AWS D14.1), Chen Welding Integrity (CWI) Services was engaged by MDM to provide welding quality services which include welding procedure qualification and welder performance assessment. Furthermore, the overhead cranes owner requested all the weld joints of the overhead cranes to be 100% visually inspected. CWI Services was engaged by MDM to provide visual welding inspection service to inspect all the weld joints.
The details of the case study viewed from the link as follows: Case Study 002: Welding Quality Support for 40m Long Overhead Crane

AG Investment Limited (AG) is the EPC Contractor for the Divune Hydropower Plant (DHPP) owned by PNG Power Limited (PPL) in PNG. The output for DHPP is 3MW by two units of 1.5MW turbine.
DHPP is designed to use steel penstock to transfer water to the powerhouse located at 2km away from the weir intake. In order to ensure steel penstock meet the operation and the contract requirements related to material specification, Chen Welding Integrity (CWI) Services was engaged by AG to provide penstock material procurement support.
The details of the case study viewed from the link as follows: Case Study 001: Hydropower Plant Penstock Material Procurement Support